 新手入门
新手入门 欢迎来
优检联
欢迎来
优检联

 18614296065
18614296065

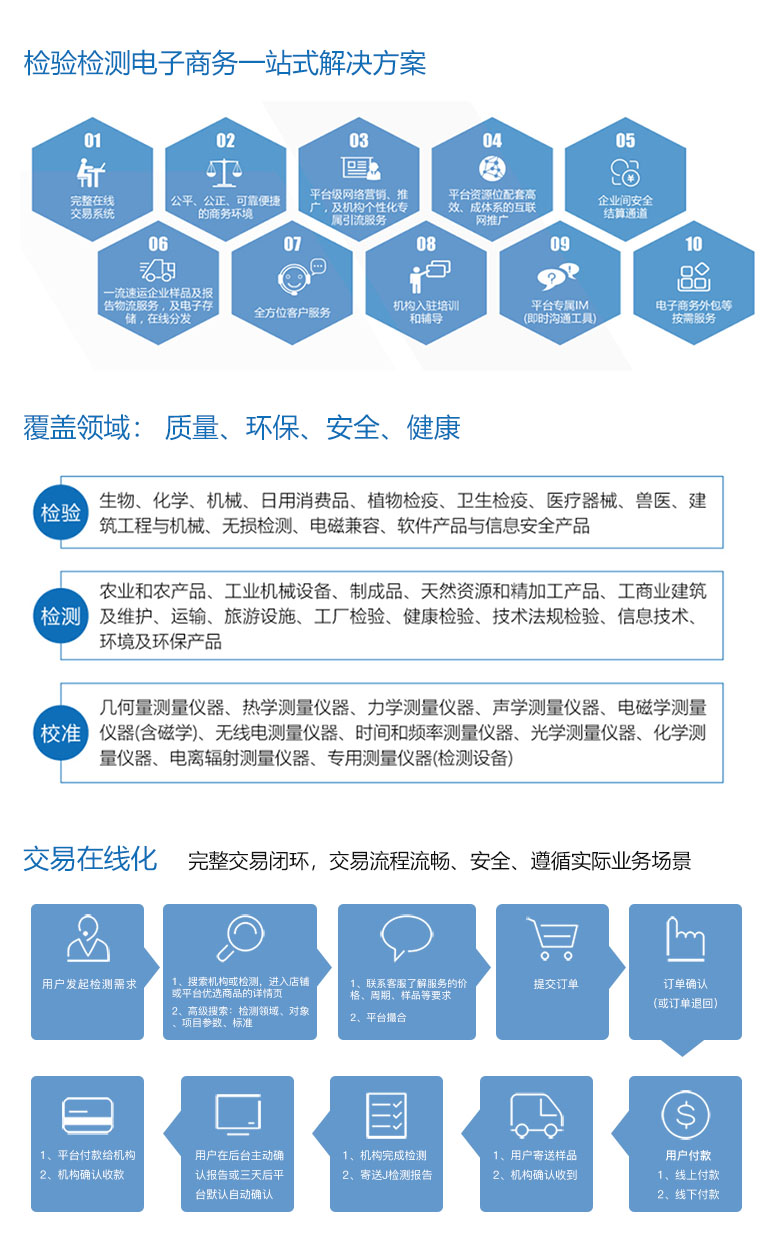
 检测
检测 生物
生物 化学
化学 机械
机械 电气
电气 日用消费品
日用消费品 植物检疫
植物检疫 卫生检疫
卫生检疫 医疗器械
医疗器械 兽医
兽医 建设工程与建材
建设工程与建材 无损检测
无损检测 电磁兼容
电磁兼容 特种设备及相关设备
特种设备及相关设备 软件产品与信息安全产品
软件产品与信息安全产品 农业和农产品
农业和农产品 工业机械设备
工业机械设备 制成品
制成品 天然资源和精加工产品
天然资源和精加工产品 工商业建筑及维护
工商业建筑及维护 建筑物的建造和维护
建筑物的建造和维护 运输
运输 旅游设施
旅游设施 工厂检验
工厂检验 健康检验
健康检验 技术法规检验
技术法规检验 信息技术
信息技术 环境及环保产品
环境及环保产品 其他
其他 几何量测量仪器
几何量测量仪器 热学测量仪器
热学测量仪器 力学测量仪器
力学测量仪器 声学测量仪器
声学测量仪器 电磁学测量仪器(含磁学)
电磁学测量仪器(含磁学) 无线电测量仪器
无线电测量仪器 时间和频率测量仪器
时间和频率测量仪器 光学测量仪器
光学测量仪器 化学测量仪器
化学测量仪器 电离辐射测量仪器
电离辐射测量仪器 专用测量仪器(检测设备)
专用测量仪器(检测设备)
完整交易系统
流畅、安全;遵循实际业务场景
化学成分、室温拉伸、维氏硬度、尺寸偏差、膜厚、色差、铅笔硬度、附着性、耐沸水、耐磨、耐盐酸、耐碱、耐砂浆、耐溶剂、耐洗涤剂、耐湿热、耐盐雾、紫外盐雾、氙灯、外观质量;GB/T5237.3-2017
由
优检联优选
提供服务
商品ID:5142097223907230361
价格
¥108.0-219434.2
已订购
服务周期: 根据试验条件确定试验周期
选择推荐套餐有优惠,或者直接自选检测项目,如有疑问请咨询客服
测试标准/方法:
样品规格:

血液、尿液-《生物检材中苯丙胺类兴奋剂、哌替啶和氯胺酮的测定》-SF/Z JD0107004-2016
哌替啶/甲基苯丙胺/苯丙胺

油脂及残留物、火灾现场助燃剂、残留物-微量物证-GB/T 19267.7-2008
气相色谱质谱法,适用于刑事技术领城中微量物证的理化检验

泥土-微量物证-GB/T 19267.4-2008
微量物质,残留,事实,物理,化学,仪器分析;原子发射光谱法

橡胶-轮胎橡胶检验裂解-GA/T 1516-2018
法庭科学领域,轮胎橡胶,裂解,气相色谱、质谱

橡胶-橡胶鉴定-GB/T 7764-2017
《橡胶鉴定红外光谱法》,生胶、硫化胶、未硫化胶、及热塑性弹性体,定性分析

完整交易系统
流畅、安全;遵循实际业务场景
安全便捷支付
支持线上线下多种支付方式
专业资质审核
安全可信赖检测机构
数据查询追踪
全程服务全程跟进Copyright © 2017, Inc.All Rights Reserved. 北京方升互联信息技术有限公司  京公网安备 11030102010254号 京ICP备16045000号-1
增值电信业务经营许可证:京B2-20212453
京公网安备 11030102010254号 京ICP备16045000号-1
增值电信业务经营许可证:京B2-20212453
